заваренный теплообменник
Заваренный теплообменник – это, казалось бы, простое устройство, но на практике его изготовление и эксплуатация таят в себе немало подводных камней. Часто вижу, как заказывают изделия, не до конца понимая требования к материалам, технологии сварки и последующей обработке. Эта статья – попытка поделиться накопленным опытом, выявить распространенные ошибки и, возможно, немного прояснить некоторые моменты. Здесь нет претензии на абсолютную истину, только сухой остаток практического опыта.
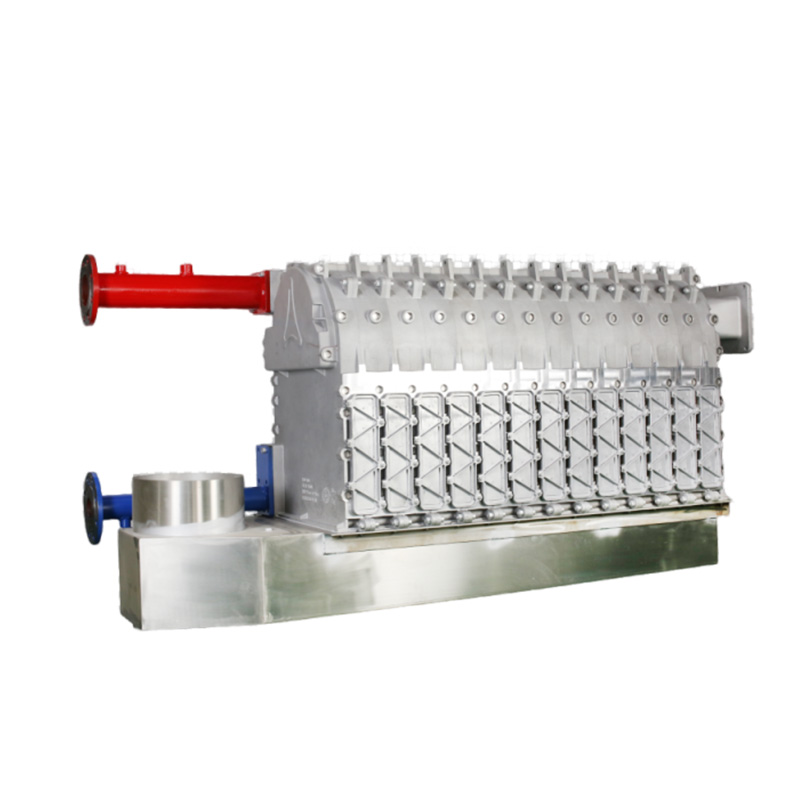
Что такое заваренный теплообменник и чем он отличается от других типов
Прежде всего, стоит четко понимать, что подразумевается под термином 'заваренный теплообменник'. Речь идет о конструкции, где теплообменные поверхности формируются из трубок, соединенных между собой и с обеих сторон с помощью сварки. Это, пожалуй, самый распространенный тип теплообменников, используемый в различных отраслях промышленности. В отличие от спиральных или пластинчатых конструкций, заваренный теплообменник обладает большей прочностью и устойчивостью к высоким давлениям и температурам. Он также более прост в очистке (при правильном проектировании).
Выбор материала – это, конечно, основа. Чаще всего используют нержавеющую сталь (различные марки, в зависимости от условий эксплуатации), медь, алюминий и их сплавы. Нержавеющая сталь, конечно, наиболее универсальна, но и самая дорогая. Медь хороша с точки зрения теплопроводности, но требует особой осторожности при сварке, чтобы избежать образования дефектов. Алюминиевые теплообменники легкие и экономичные, но их долговечность часто вызывает вопросы, особенно в агрессивных средах. ВОО Хэбэй Ваньхао Гэнэн газовое оборудование и технологии работает с различными материалами, поэтому мы имеем представление о плюсах и минусах каждого из них.
Например, часто встречаются попытки использовать некачественную нержавеющую сталь – 'отходы' или 'переплавку'. Это прямой путь к коррозии и преждевременному выходу изделия из строя. Регулярный контроль качества металла входящего в производство – это must have, и мы это строго соблюдаем.
Сварка: сердце конструкции
Качество сварки – это критически важный фактор, определяющий надежность и долговечность заваренного теплообменника. Здесь не допустимы ни трещины, ни поры, ни некачественный швы. Современные методы сварки (TIG, MIG) позволяют получать высококачественные соединения, но требуют квалифицированного сварщика и строгого контроля параметров процесса. Особенно важно правильно выбрать сварочный раствор, соответствующий материалу трубок и теплообменных пластин.
Один из распространенных ошибок – использование устаревших технологий сварки или несоблюдение технологических режимов. Например, сварка под флюсом в атмосфере защитного газа (например, аргон) обеспечивает более чистое и прочное соединение, чем сварка электродом в угольной муке. Кроме того, необходимо учитывать толщину металла и характер нагрузки при выборе параметров сварки. Неправильно подобранные параметры могут привести к образованию деформаций и трещин. Недавно мы столкнулись с проблемой – на теплообменнике, изготовленном с использованием устаревшей технологии сварки, образовались трещины в области соединения трубок. Причиной оказалось недостаточная проварка и недостаточная термообработка шва. Это, конечно, не просто брак, а серьезная угроза безопасности.
Термообработка после сварки – это дополнительная мера, направленная на снятие остаточных напряжений в конструкции. Это особенно важно для изделий из высокопрочных марок стали. Невыполнение термообработки может привести к деформации и разрушению теплообменника в процессе эксплуатации. Процедура термообработки должна быть тщательно продумана и выполнена с соблюдением всех технологических требований.
Типичные проблемы и пути их решения
Во время эксплуатации заваренных теплообменников могут возникать различные проблемы: коррозия, загрязнение, образование накипи, утечки. Часто причиной этих проблем является неправильный выбор материала, некачественная сварка или неправильная эксплуатация. Коррозию можно предотвратить, используя материалы, устойчивые к коррозионной среде, и регулярно проводить инспекцию теплообменника. Загрязнение можно уменьшить, используя фильтры и другие системы очистки. Образование накипи можно предотвратить, используя воду с низким содержанием солей и регулярную промывку теплообменника. Утечки, как правило, связаны с некачественной сваркой или повреждением корпуса.
Например, нередко встречаются жалобы на образование отложений на теплообменных поверхностях. Чаще всего это связано с жесткой водой, но может быть вызвано и другими факторами, такими как загрязнение теплоносителя. В таких случаях необходимо использовать системы фильтрации и контроля качества воды. Также важно регулярно проводить промывку теплообменника, чтобы удалить отложения.
В одной из наших работ с предприятием химической промышленности, мы столкнулись с проблемой быстрого загрязнения теплообменника. Оказалось, что в теплоносителе присутствовали частицы, которые прилипали к поверхности трубок и снижали эффективность теплообмена. Решением стала установка фильтров грубой очистки, а также регулярная промывка теплообменника с использованием специального химического реагента. Это позволило значительно улучшить эффективность теплообмена и продлить срок службы теплообменника.
Перспективы развития и современные тенденции
В последние годы наблюдается тенденция к повышению эффективности заваренных теплообменников за счет использования новых материалов, оптимизации конструкции и применения современных технологий. Например, все более популярными становятся теплообменники с увеличенной площадью поверхности, которые позволяют повысить эффективность теплообмена без увеличения габаритов устройства. Также разрабатываются теплообменники с улучшенной устойчивостью к коррозии и загрязнению. Мы активно внедряем новые технологии, такие как использование композитных материалов и 3D-печать для изготовления теплообменников сложных форм.
В частности, сейчас активно развивается направление по использованию тонкостенных теплообменников с микроканальной структурой. Эти теплообменники обладают высокой эффективностью теплообмена и низким давлением потерь, но их изготовление требует высокой точности и квалификации. Кроме того, растет спрос на модульные теплообменники, которые легко собираются и разбираются, что упрощает их монтаж и обслуживание. ООО Хэбэй Ваньхао Гэнэн газовое оборудование и технологии предлагает широкий спектр заваренных теплообменников, изготовленных по современным технологиям.
Наконец, не стоит забывать о важности автоматизации процессов изготовления и контроля качества. Использование современных систем автоматизированного проектирования (CAD) и автоматизированного управления технологическими процессами (MES) позволяет повысить точность изготовления и снизить риск возникновения дефектов. Это, конечно, требует определенных инвестиций, но в конечном итоге позволяет снизить затраты на производство и повысить конкурентоспособность.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Ультратонкая модель
Ультратонкая модель -
 Конденсационный котел серии R с полным смешиванием компонентов
Конденсационный котел серии R с полным смешиванием компонентов -
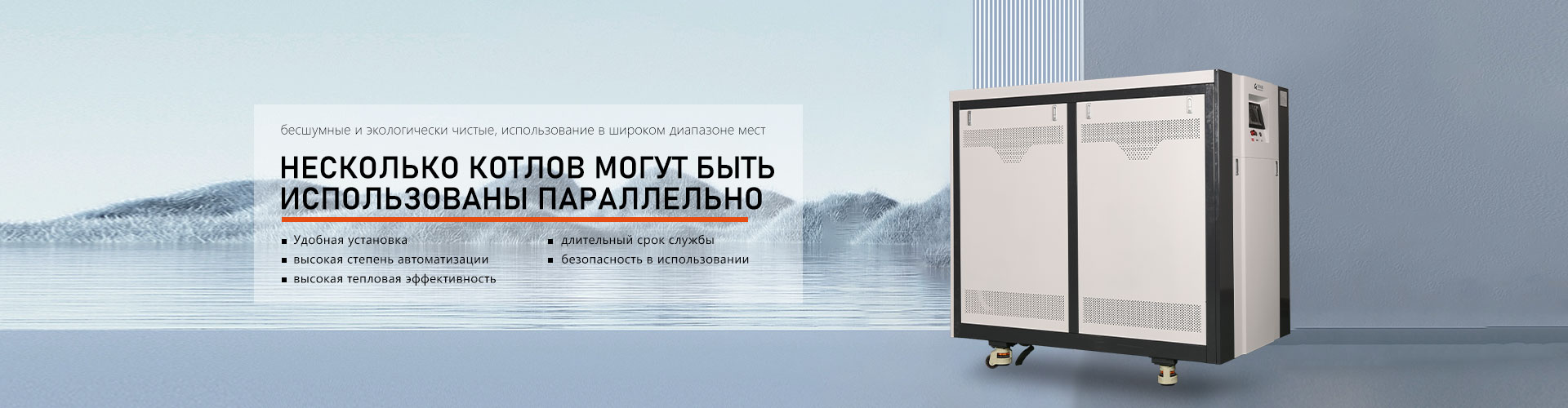
 Теплообменник для коммерческих котлов серии ONW350
Теплообменник для коммерческих котлов серии ONW350 -
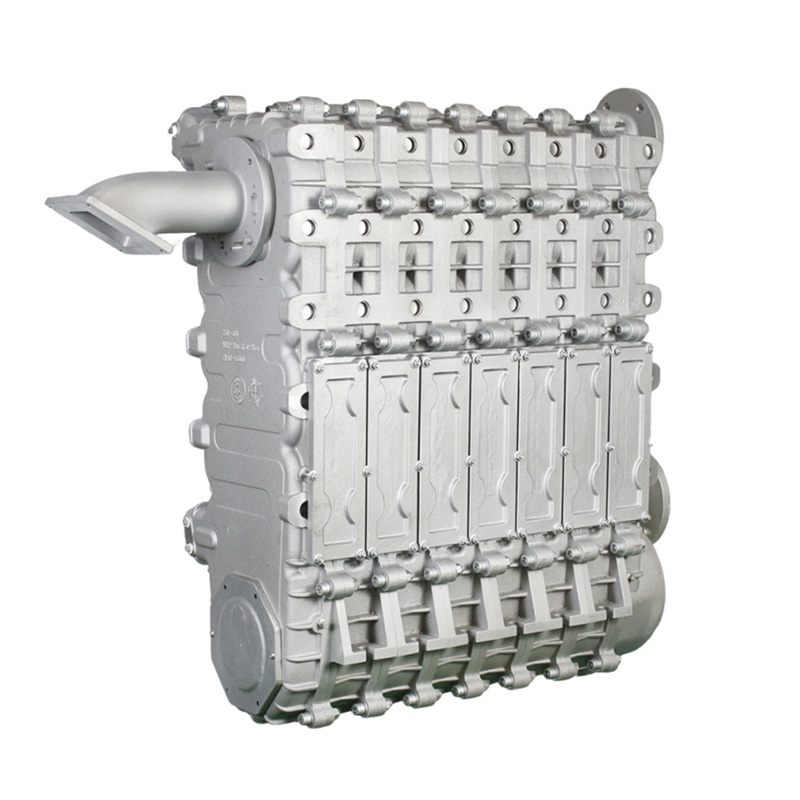
 Теплообменник для коммерческих котлов серии ONM2000
Теплообменник для коммерческих котлов серии ONM2000 -
 Газовый конденсационный навесной котёл со стеклянной панелью
Газовый конденсационный навесной котёл со стеклянной панелью -
 Теплообменник Оунай
Теплообменник Оунай -
 Газовый котёл со стеклянной панелью
Газовый котёл со стеклянной панелью -
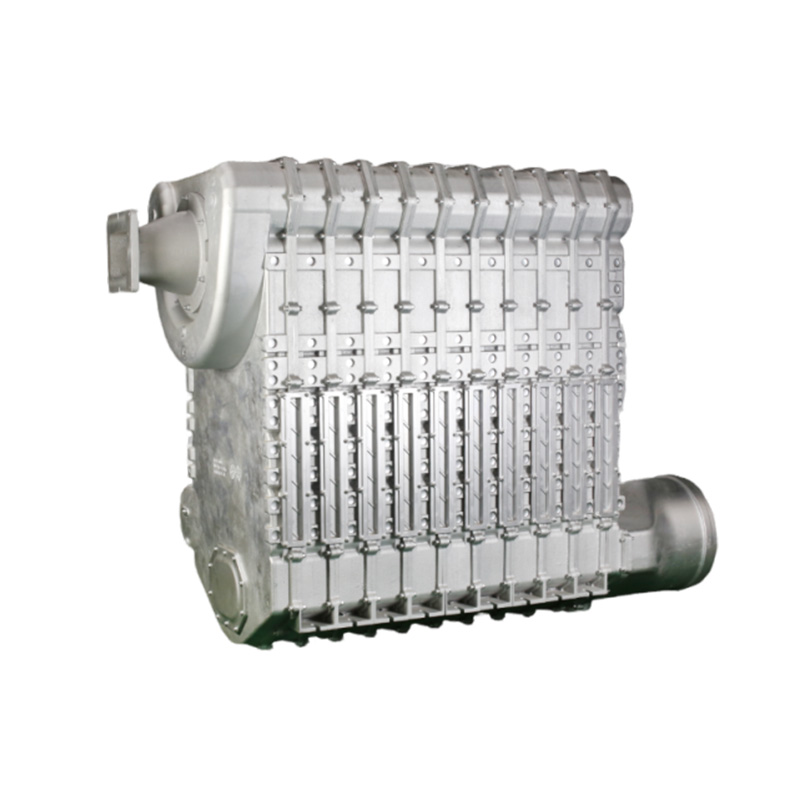
 Теплообменник для коммерческих котлов серии ONR1000
Теплообменник для коммерческих котлов серии ONR1000 -
 Плоский одноконтурный котёл
Плоский одноконтурный котёл -
 Газовый котёл с кнопочным управлением повышенной мощности
Газовый котёл с кнопочным управлением повышенной мощности -
 Газовый водогрейный котёл 500-1400
Газовый водогрейный котёл 500-1400 -
 Серия полностью предварительно смешанных конденсационных двухконтурных газовых котлов
Серия полностью предварительно смешанных конденсационных двухконтурных газовых котлов
Связанный поиск
Связанный поиск- отопительные котлы отопления
- Завод высококачественных газовых котлов
- Теплообменник пассат производитель
- Газовые котлы дома напольные производители
- Теплообменник калорифер водяной производитель
- газовые котлы для отопления настенные аристон
- Котел напольный двухконтурный производитель
- теплообменник пежо
- Теплообменник 8 производитель
- Какой напольный котел производители



